The objective of this process is to optimize this model of an ethylene to ethanol production process and recover 98% of the product ethanol in the final finishing column using non-ideal thermodynamic models.
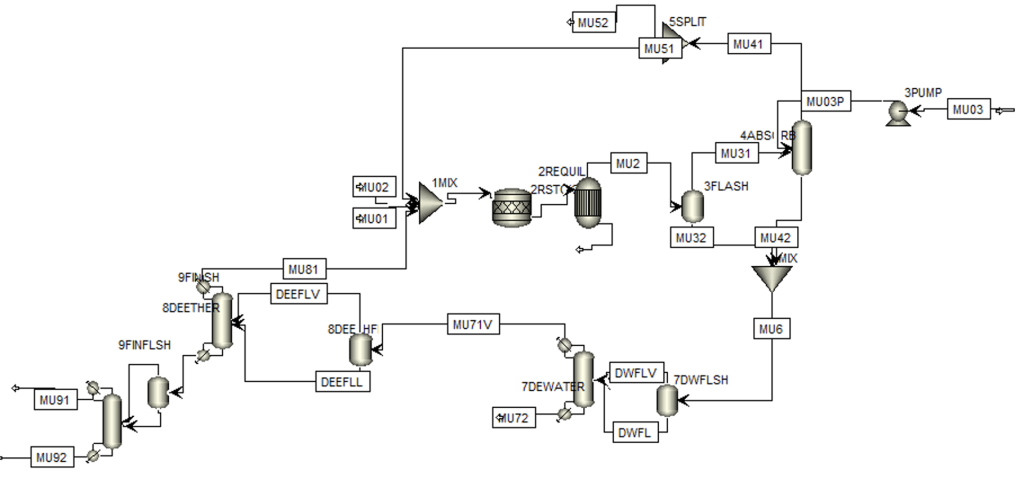
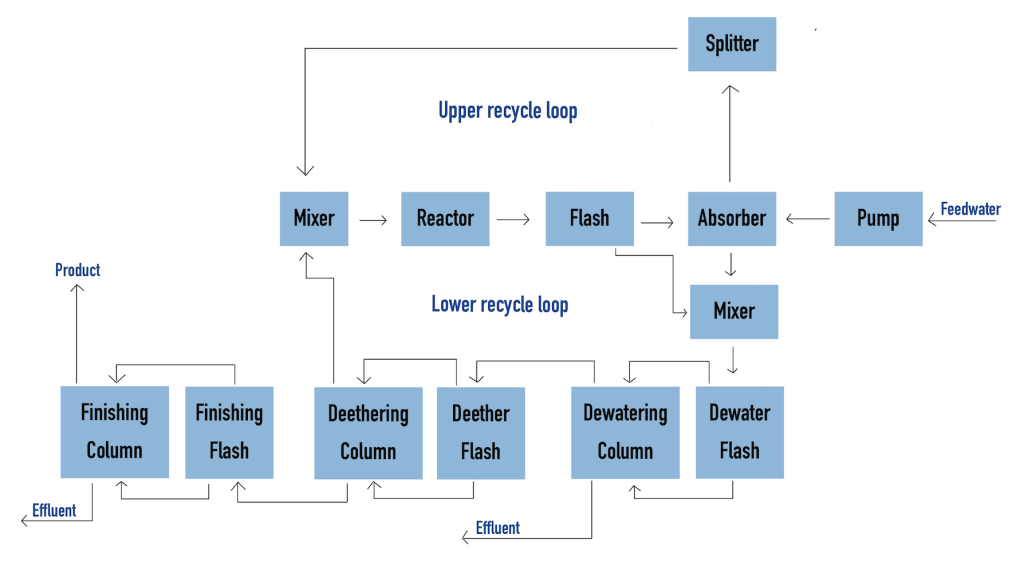
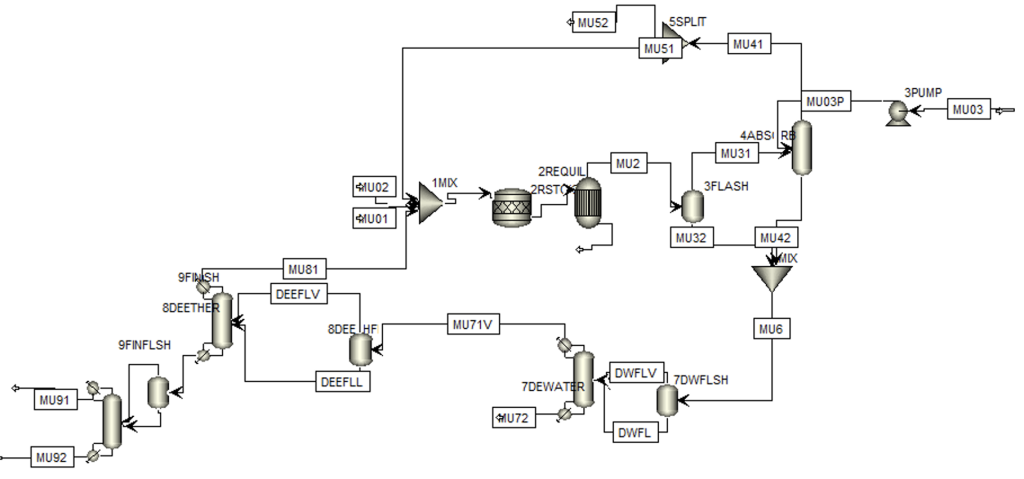
Process Overview
First Mixer
Reactor
Flash drum
Absorber
Splitter
Second mixer
Dewatering column
Deethering column
Finishing column
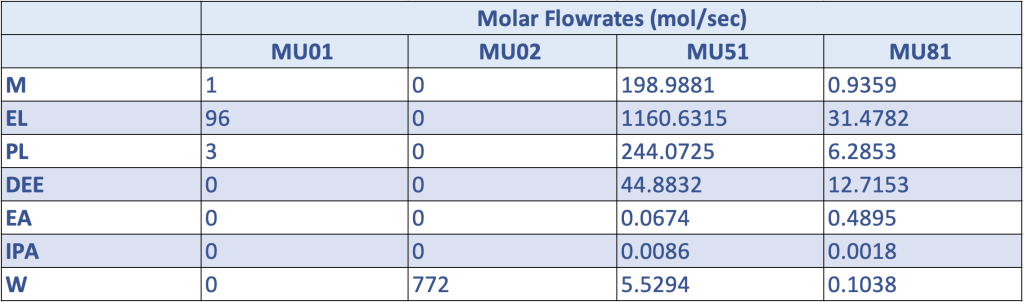
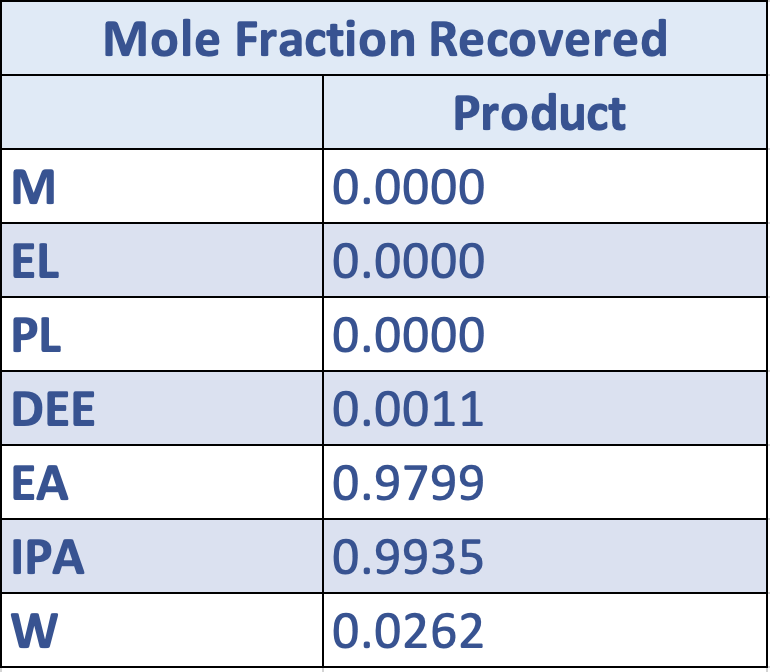
M= Methane EL = Ethylene PL = Polyethylene DEE = Diethyl Ether EA = Ethanol IPA = Isopropyl Alcohol W = Water
First Mixer
Thermodynamic Method: NRTL
polar non-electrolytic liquid/liquid equilibrium
4 streams going into the initial mixer
MU01 is initial feed stream containing M, EL, PL
MU02 contains water
MU51 is recycling stream from upper recycle
MU81 is recycling stream from lower recycle
Reactors
Thermodynamic Method: PSRK Operating Conditions: 590 K and 69 bar
RStoic and REquil are used to represent one reactor
RStoic defines the reaction stoichiometry
Limiting reagents are EL and PL
Fractional conversion for these components are defined to be 0.07 and 0.007
REquil specifies the reaction equilibrium process
Operating conditions are predetermined based on the reaction chemistry of the process
Reaction 1: EL + W –> EA
Reaction 2: 2EA <–> DEE + W
Reaction 3: PL + W –> IPA
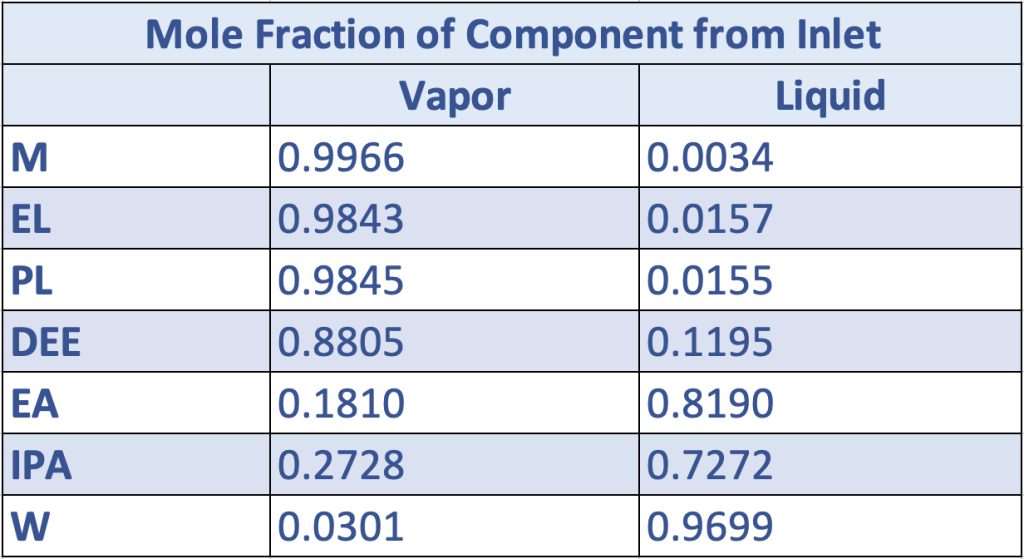
Flash Drum
Thermodynamic Method: PSRK Pressure: 68 bar Vapor fraction: 0.69
Specified vapor fraction to ensure that enough water is being sent to the lower recycling
Dewatering column requires sufficient water to achieve the desired separation efficiently
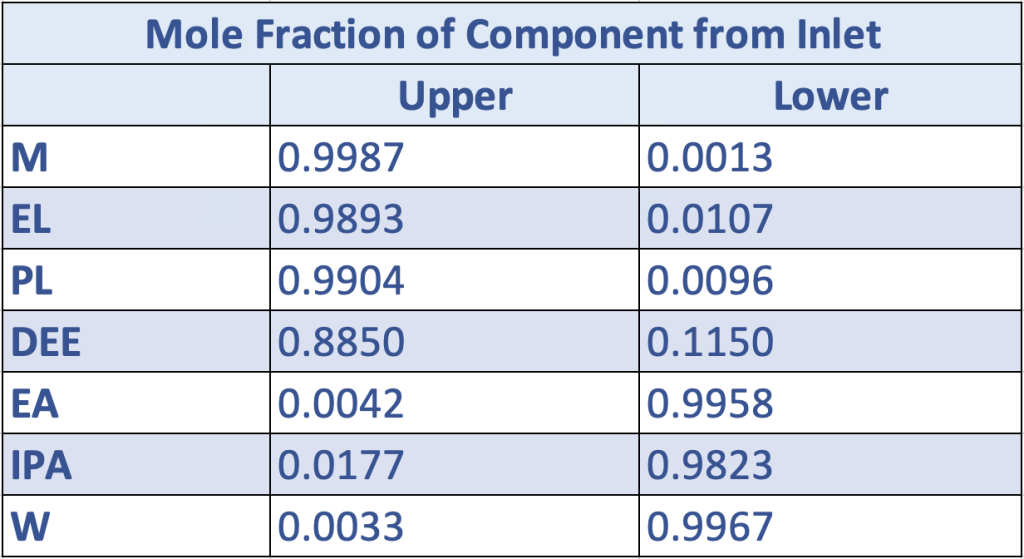
Absorber
Thermodynamic Method: PSRK Pressure: 40 bar Temperature: 314 K Total Stages: 2 Design Specification:
– 99.5% of EA should be recovered in the lower stream
Sufficient pressure needed to help separation of heavier components from the lighter components
Less stages to prevent stages from drying up and decrease capital cost
Extra feed water fed into the column at 150 mol/sec to help separation of EA to satisfy the design specification above
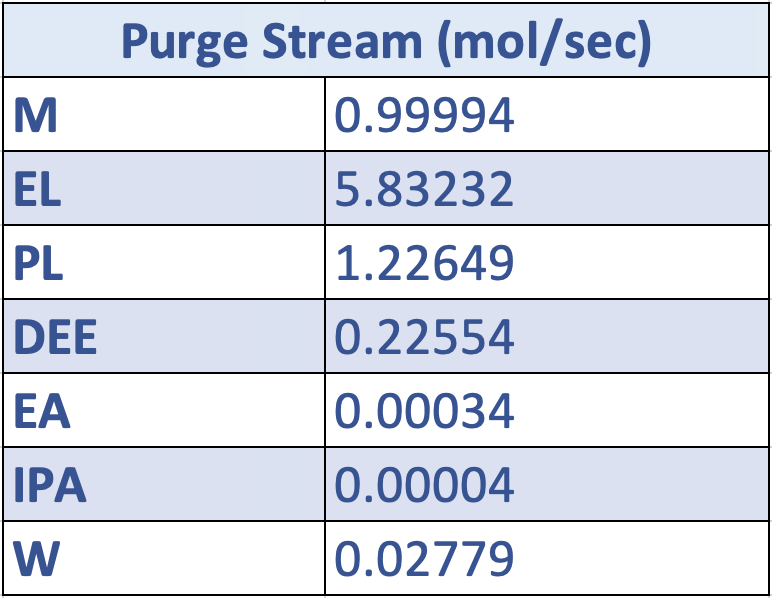
Splitter
Thermodynamic Method: PSRK Split Fraction: 0.005
Splitter in the upper recycle purges a fraction of the recycling stream
Prevent inert species from building up in the process
Small split fraction due to valuable reusable reactants (EL, PL etc..) still in recycling stream
Second Mixer
Thermodynamic Method: PSRK
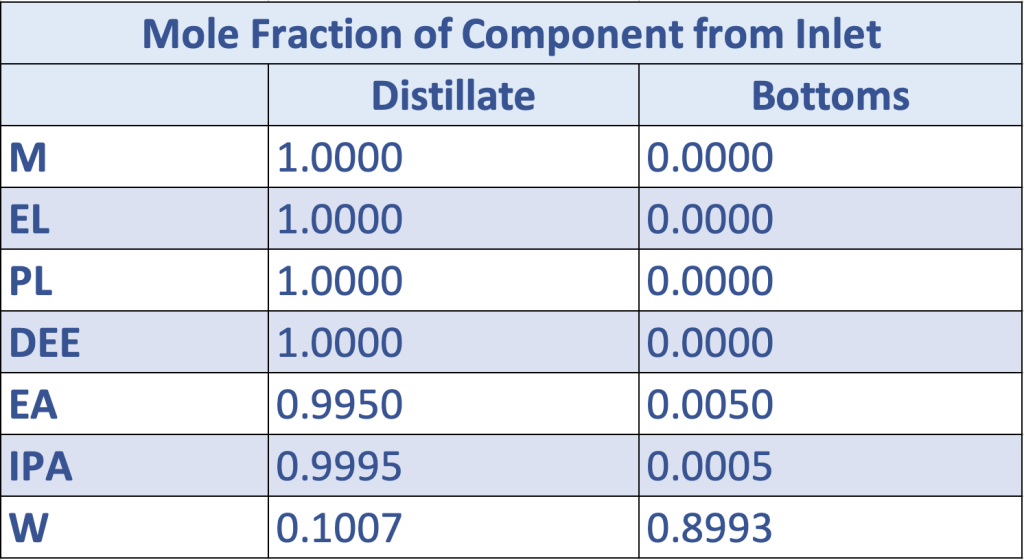
Dewatering Column
Thermodynamic Method: PSRK Reflux Ratio: 4.1 Distillate to Feed Ratio: 0.17 Total Stages: 5 Design Specification:
– 99.5 % of the inlet EA should be recovered in the distillate
– 90% of inlet W should be removed in the bottoms
High reflux and small distillate to feed ratio increases contact between vapor/liquid phases to assist with separation
Advantage: less stages reduces capital cost
Disadvantage: operational cost increases with increasing reflux ratio
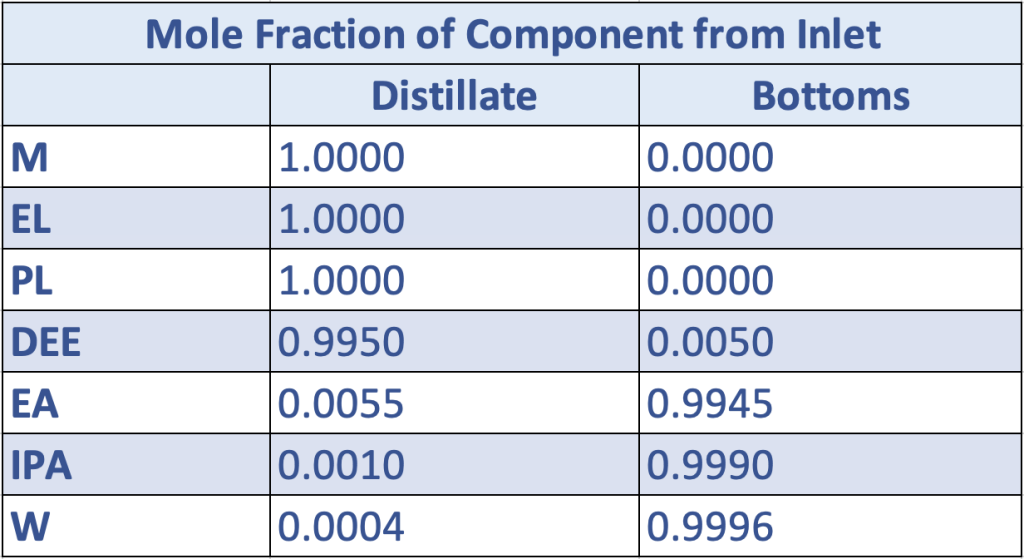
Deethering Column
Thermodynamic Method: PSRK Reflux Ratio: 3.5 Distillate to Feed Ratio: 0.69 Total Stages: 19 DesignSpecification:
– 99.5% of inlet EA should be in the bottoms going into the finishing column
– 99.5% of inlet DEE should be removed in
Reflux and distillate to feed ratio are greater than the dewatering column but still sufficient to achieve separation
higher number of stages to increase contact between vapor and liquid phase
Finishing Column
Thermodynamic Method: UNIFAC Reflux Ratio: 2.5 Distillate to Feed Ratio: 0.61 Total Stages: 12
Limitations on separating azeotropes in the system
IPA and EA cannot be separated using distillation column
Conclusion and Improvements
Around 98% of ethanol recovered in finishing column
Reduce EL lose from splitter by adding a separation unit before splitter to separate more EL from waste product
Possibly adding recycling stream from dewatering column back into mixer 1 or into the pump to reduce wastewater
Improve separation of IPA from EA by using Azeotropic distillation through the use of an entrainer to form a new azeotrope with IPA at a lower boiling point